The hole completing cost, Cavity. inisting; is additionally a huge cost driver speaking to 5 to 30% of the complete form cost. The completing expense is the result of the time needed to complete the depression surface territory, tcavity fnishing; and the completing work rate, Rrinishing rate.
The completing time is a component of every zone of the part to be done by plastic molding services china, A section surface; isolated by the rate at which the zone is done, Ri。cavity_ wrapping up.
Since the completing rate relies upon the surface completion and surface to be applied, the utilization of the summation over the record shows that the time needed to complete each bit of the mold to different completions must be included. Some agent completing rates are given china precision plastic injection mold factory, which were adjusted from Rosato to represent the different completion levels. Surmised work rates for completing are given. Since completing can be very work – serious, the completing of center and cavity embeds is now and then out-sourced.
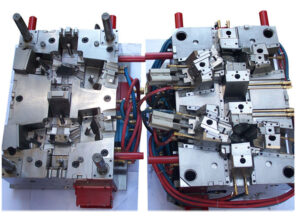
The mold base customization by plastic injection mold manufacturers china incorporates many plan, machining, and get together advances. A portion of the particular strides in the mold customization include:
(1) Cutting pockets and jolt openings in the form plates to get the center and depression embeds. This expense is relative to the quantity of mold cavities and the form measurements.
(2) Milling a chilly sprinter framework into the mold plates or buying a hot sprinter framework and changing the form as needs be. This expense is identified with the kind of feed framework, the quantity of doors, and the mold measurements.
(3) Drilling, tapping, and pluging the cooling lines in the mold. This expense is identified with the number and design of the cooling lines, which is identified with the quantity of pits and their calculation.
(4) Drilling and reaming gaps in the center embeds and backing plates to acknowledge ejector sticks, and giving fitting counter drills in the ejector retainer plate. This expense is identified with the quantity of ejector pins, which is identified with the quantity of holes and their calculation.
(5) Milling gaps in the ejector plate and the ejector retainer plate to offer help columns, if necessary. This expense is identified with the quantity of pits and their calculation.
(6) Designing and machining other vital form segments, for example, stripper plates, slides, center pulls, and so forth. These expenses are identified with the particular part calculation and application prerequisites.
A point by point cost examination of all the customizations is too protracted to even think about presenting given the essential conversation of the suspicions and conditions. Notwithstanding, a survey of the above customizations shows that the expenses are commonly identified with the size of the mold base, the expense of the supplements, and the particular advancements required.

where the cofficients feavity. customing compare to the elements overseeing the expenses of redoing the hole embeds, and the coefficients, )mold cutomizing, relate to the variables administering the expenses of altering the form base. The summation over speaks to the additional customization for every one of the mold subsystems, with I including the [feed framework, cooling framework, ejector framework, auxiliary framework, and other items]. It ought to be noticed that these customization factors have been grown to incorporate the acquisition cost of the necessary parts and framework congregations, for example, hot sprinters, fittings, center pulls, and so forth.
The cost factors related with adjusting the depression embeds and mold base for obliging various sorts of feed frameworks are given. A basic trim application with one to four pits may utilize a two plate cold sprinter framework with feavity. customzing equivalent to 0.05 and fmold redoing equivalent to 0.1. For an embellishment application with high creation volume and at least sixteen cavities, a thermally gated hot sprinter may be utilized with feavity customzing equivalent to 0.5 and fmold custoizing equivalent to 1.0.
The cost factors for different cooling framework plans are given. Numerous molds utilize straight lines with 0-rings and fittings, adding 5% to the expense of the pit additions and 20% to the expense of the form base. As the cooling framework turns out to be more intricate, the execution cost increments.
The cost factors for different launch framework structures are given. Most mold can be expected to utilize a blend of round ejector pins, edges, and sleeves however launch necessities will shift fundamentally relying upon the part math and application prerequisites.
This article is from http://www.automoldchina.com/.
| china plastic milling machine |