Injection molds are exposed to elevated levels of weight from the warmed polymer dissolve. At the point when this weight is coordinated across the surfaces of the form cavities, powers result that regularly range from tens to thousands of tons. The foundational layout of the form should be adequately powerful to withstand these powers, yet additionally to do as such while delivering great shaped items.
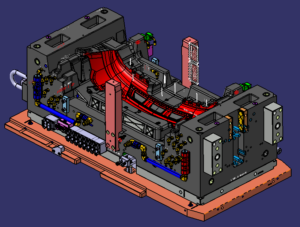
For the chinese injection moulding companies to build up a hearty foundational layout, the shape originator ought to comprehend the connections between the weights, powers, and stresses in an injection form. China high-precision mould suppliers shows the run of the mill stream of stresses through the form, platens, and tie-bars. During embellishment, the dissolve pressure is applied against all surfaces of the form pits. This weight brings about both compressive and shear stresses in the depression embeds, center embeds, and backing plates. This blended condition of pressure is shown by the inclining bolts in china industrial injection mold manufacturers. The embellishment machine’s platens are likewise under a critical condition of adapting to move the powers to the tie bars, which are in strain.

When all is said in done, the form fashioner wishes to give a foundational layout to the shape that will neither break because of exhaustion across many trim cycles, unnecessarily divert under burden, nor won’t be excessively cumbersome or costly. These destinations can be unequivocally expressed as:
■Minimize the pressure,
■Minimize diversion, and
■Minimize cost.
Every one of these targets is next quickly examined after which the itemized examination and plan of molds are introduced.
The condition of pressure fluctuates essentially between the moving and the fixed sides of the form. For most forms, the depression embeds are straightforwardly upheld by the top brace plate and the fixed platen. Thusly, the depression embeds are for the most part in a condition of unadulterated pressure so next to no out of plane bowing happens. On the moving side, be that as it may, the pocket needed to house the ejector get together offers no help for the center supplements. Therefore, the center embeds and backing plates should send the heap by means of both compressive and shear stresses, which will in general bring about critical plate bowing.
Mould manufacturers factory plots the anticipated von Mises pressure in a hot sprinter form for the PC bezel when the surfaces of the shape depression are exposed to 150 MPa of dissolve pressure.’ The von Mises pressure, OMises, is a generally utilized basis to foresee disappointment. The cutoff stress is normally dictated by two essential concerns. The main concern is that the pressure ought not be so high in order to plastically misshape the form. At the point when a material is exposed to pressure, it will misshape or strain. For most materials, the measure of disfigurement is relative to the applied pressure. The proportion of pressure to strain is identified with the flexible modulus, E. where ε is the strain that outcomes from an applied pressure, σ. A material with a higher flexible modulus will in general misshape less given an applied pressure.
This article is from http://www.automoldchina.com/